從行業(yè)發(fā)展論述,單晶高溫合金母合金檢測(cè)的必要性
時(shí)間:2024-09-12 作者 :西安特安檢測(cè)
一���、單晶高溫合金母合金各個(gè)檢測(cè)項(xiàng)目的具體要求
1.合金錠的尺寸
單晶高溫合金的制備過(guò)程中�,需要先制備出合金錠��,再將其切割成試樣進(jìn)行后續(xù)處理。因此��,合金錠的尺寸直接影響到后續(xù)試樣的制備和性能測(cè)試�。在高溫合金的鑄造中,由于沒(méi)有采用電渣或自耗冶煉��,所以合金錠尺寸過(guò)大會(huì)導(dǎo)致凝固偏析加劇�����,過(guò)小又容易導(dǎo)致缺陷的產(chǎn)生���,都會(huì)影響合金的質(zhì)量����。實(shí)際制備中�,母合金的公稱直徑通常規(guī)定在70mm~90mm之間,公稱長(zhǎng)度應(yīng)不小于300mm��。
2.化學(xué)成分
單晶高溫合金母合金的化學(xué)成分對(duì)其性能表現(xiàn)起著至關(guān)重要的作用�。其中,γ?沉淀相強(qiáng)化元素 Al����、 Ti���、 Ta 等元素的含量顯著影響合金的性能����。為了使合金具有較高的力學(xué)性能,需要對(duì)這些元素的含量進(jìn)行規(guī)定��。此外����,合金中的固溶強(qiáng)化元素主要是保證基體有較高的強(qiáng)度,同時(shí)還要保證不析出有害的TCP相���,因此也需要規(guī)定其范圍�����。微量元素 C����、 B 等在高溫合金中使用最廣泛的微合金化元素����,這些元素可以起到強(qiáng)化晶界的作用����,從而有利于提升合金的持久性能和蠕變性能�����。但是過(guò)量添加會(huì)顯著降低單晶高溫合金的初熔溫度�,有可能會(huì)導(dǎo)致單晶高溫合金在熱處理或服役過(guò)程中發(fā)生初熔,從而影響合金長(zhǎng)期服役安全性���。另外��,雜質(zhì)元素會(huì)顯著影響高溫合金的力學(xué)性能�,所以該項(xiàng)目檢測(cè)時(shí)��,不僅要求對(duì)高溫合金中雜質(zhì)元素種類及含量進(jìn)行了控制��,還有對(duì)雜質(zhì)元素的總量進(jìn)行了控制�����,以有效降低雜質(zhì)元素的含量�����。
3.力學(xué)性能
單晶高溫合金的母合金力學(xué)性能主要通過(guò)單晶試棒進(jìn)行測(cè)試。在測(cè)試前需要先制備成單晶試棒����,并按照相關(guān)標(biāo)準(zhǔn)對(duì)其尺寸進(jìn)行規(guī)定,如試樣主應(yīng)力軸的偏離角度不超過(guò) 15°��。同時(shí)���,熱處理是調(diào)整高溫合金中γ?沉淀相尺寸與體積分?jǐn)?shù)的重要手段。通過(guò)對(duì)熱處理制度的規(guī)定�����,可以使合金更好地發(fā)揮力學(xué)性能的優(yōu)勢(shì)并提高合金的強(qiáng)度和韌性�。高溫合金中包含多種力學(xué)性能,如抗拉強(qiáng)度��、屈服強(qiáng)度�����、斷裂韌性�、疲勞壽命和蠕變性能等,為了在保證合金制備質(zhì)量的同時(shí)降低測(cè)試成本��,通常會(huì)選擇有代表性的力學(xué)性能進(jìn)行測(cè)試,以反映合金的力學(xué)性能�����。
4.浮渣試驗(yàn)
浮渣試驗(yàn)是針對(duì)合金中夾雜這一影響因素進(jìn)行的檢測(cè)項(xiàng)目之一����。夾雜是影響高溫合金力學(xué)性能和整體質(zhì)量的重要因素之一,需要對(duì)其浮渣進(jìn)行檢驗(yàn)����,以保證制備的單晶鑄件不會(huì)出現(xiàn)缺陷。
5.電子空位數(shù)
單晶高溫合金的組織穩(wěn)定性也是關(guān)鍵的指標(biāo)之一��,其中電子空位數(shù)計(jì)算是衡量單晶高溫合金組織穩(wěn)定性的指標(biāo)之一�。由于合金成分有上下限的范圍,即使在成分線范圍內(nèi)��,也有可能形成有害相�。因此,需要對(duì)電子空位數(shù)進(jìn)行計(jì)算����,并根據(jù)GB/T 31309鎳基高溫合金電子空位數(shù)計(jì)算方法或供需雙方協(xié)商確定的方法進(jìn)行計(jì)算。
6.表面質(zhì)量
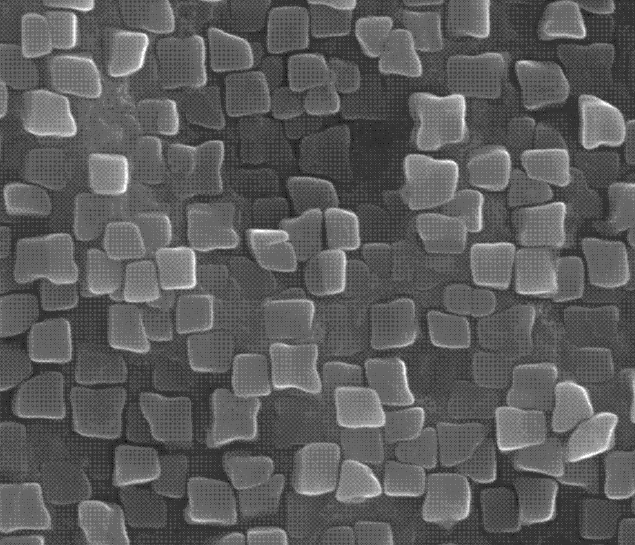
單晶高溫合金后續(xù)將制備為單晶鑄件,其的服役溫度非常高且耐久性要求極高���。因此����,合金表面及內(nèi)部的質(zhì)量會(huì)顯著影響單晶鑄件的性能��。實(shí)際制備中����,需要100%去除氧化皮��,呈金屬光澤�����。表面不允許有夾渣和非金屬夾雜��、外來(lái)金屬和陶瓷夾雜以及大鑄瘤�。考慮到民用低成本的需求����,二次最大縮孔直徑需要由供需雙方商定。







 新聞中心
新聞中心
 聯(lián)系我們
聯(lián)系我們